Druk 3D z filamentu PETG może wydawać się wyzwaniem, ale z odpowiednią wiedzą staje się prostszy i bardziej przewidywalny. Ten artykuł to kompleksowy przewodnik, który przeprowadzi Cię przez wszystkie kluczowe aspekty drukowania z tego wszechstronnego materiału. Znajdziesz tu konkretne parametry, praktyczne wskazówki dotyczące przygotowania sprzętu i filamentu, a także skuteczne metody rozwiązywania najczęstszych problemów, które pozwolą Ci osiągnąć wysoką jakość wydruków.
Opanuj druk PETG: niezbędne parametry i techniki dla perfekcyjnych wydruków
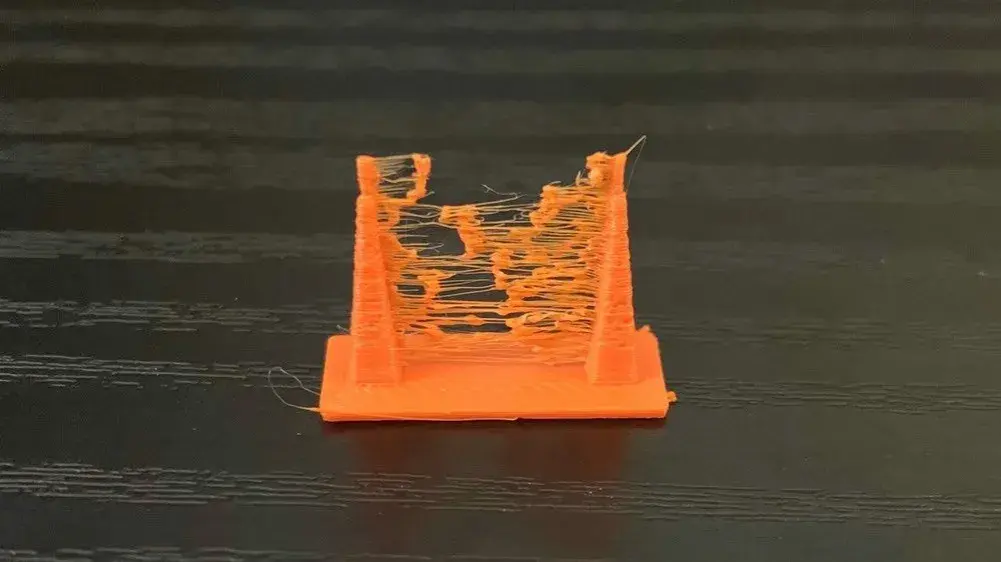
- Zawsze susz filament PETG przed drukiem (60-65°C, 4-6h), by uniknąć nitkowania i kruchych wydruków.
- Stosuj umiarkowane temperatury: dysza 220-250°C, stół 70-90°C, oraz wolniejszą prędkość druku (40-60 mm/s).
- Precyzyjnie skalibruj retrakcję (0.5-2 mm dla Direct Drive, 4-7 mm dla Bowdena), aby zminimalizować nitkowanie.
- Używaj separatora (klej, lakier) na stole, aby zapewnić dobrą adhezję i ochronić powierzchnię.
- Chłodzenie ustaw na 20-50% mocy wentylatora, wyłączając je dla pierwszych warstw.
Dlaczego PETG to materiał, który warto poznać?
PETG, czyli kopoliester glikolu polietylenowego, to materiał, który zdobywa coraz większą popularność wśród użytkowników drukarek 3D, i to nie bez powodu. W porównaniu do swojego popularnego kuzyna, PLA, PETG oferuje znacząco lepszą wytrzymałość mechaniczną i elastyczność. Jest również bardziej odporny na podwyższone temperatury wytrzymuje do około 80°C, co czyni go idealnym wyborem do tworzenia części funkcjonalnych, które mogą być narażone na ciepło. Dodatkowo, PETG charakteryzuje się wysoką odpornością chemiczną i niską tendencją do kurczenia się podczas druku, co przekłada się na mniejszą skłonność do odklejania się wydruku od stołu (warping). Jego główną słabością jest jednak higroskopijność, czyli zdolność do chłonięcia wilgoci z otoczenia, co wymaga szczególnej uwagi podczas przechowywania i drukowania.
Wybór między PETG a PLA zależy od konkretnego zastosowania. Jeśli tworzysz części mechaniczne, obudowy, elementy narażone na obciążenia lub potrzebujesz większej odporności termicznej, PETG będzie zdecydowanie lepszym wyborem. Jego wytrzymałość i elastyczność sprawiają, że wydrukowane elementy są mniej podatne na pękanie. Z kolei PLA pozostaje niezastąpiony, gdy priorytetem jest łatwość druku, szybkość, możliwość uzyskania bardzo ostrych detali, a także gdy drukujesz prototypy, figurki czy modele, które nie będą poddawane dużym obciążeniom mechanicznym ani termicznym. PLA nie wymaga podgrzewanego stołu (choć jest zalecany) i jest generalnie mniej problematyczny dla początkujących.
| Cecha | PETG | PLA |
|---|---|---|
| Wytrzymałość mechaniczna | Wysoka | Średnia |
| Elastyczność | Dobra | Niska (kruchy) |
| Odporność na temperaturę | Do ok. 80°C | Do ok. 50-60°C |
| Odporność chemiczna | Wysoka | Niska |
| Tendencja do kurczenia się (warping) | Niska | Bardzo niska |
| Higroskopijność | Wysoka | Niska |
| Łatwość druku | Średnia (wymaga uwagi) | Bardzo łatwy |
| Nitkowanie (Stringing) | Częste (wymaga kalibracji) | Rzadkie |
| Potrzeba podgrzewanego stołu | Zalecany (70-90°C) | Opcjonalny (50-60°C) |
Absolutna podstawa: Przygotowanie to klucz do sukcesu w druku z PETG
Higroskopijność PETG to jego największa bolączka, ale i klucz do zrozumienia wielu problemów z drukiem. Wilgotny filament zachowuje się jak gąbka, chłonąc wodę z powietrza. Podczas podgrzewania w dyszy, ta woda zamienia się w parę, powodując charakterystyczne trzaski podczas ekstruzji. Skutkuje to nie tylko nierównomiernym materiałem, ale także znacznym wzrostem nitkowania (stringingu), kruchością wydruków i ogólnym pogorszeniem jakości powierzchni. Dlatego też, zanim zaczniesz drukować z PETG, upewnij się, że filament jest suchy.
Najlepszym sposobem na pozbycie się wilgoci jest użycie specjalnej suszarki do filamentu, która pozwala na precyzyjne ustawienie temperatury i czasu. Zalecane parametry to około 60-65°C przez 4-6 godzin. Alternatywnie, można użyć piekarnika, ale wymaga to dużej ostrożności i dokładnego monitorowania temperatury, aby nie przekroczyć punktu mięknienia filamentu. Po wysuszeniu, filament należy przechowywać w szczelnych pojemnikach (np. workach strunowych) z pochłaniaczem wilgoci (silikażel), aby zapobiec ponownemu zawilgoceniu.
Objawy wilgotnego filamentu PETG:
- Charakterystyczne trzaski i bulgotanie podczas ekstruzji.
- Znaczne zwiększenie nitkowania (stringingu).
- Kruche, łamliwe wydruki.
- Słaba adhezja międzywarstwowa.
- Powierzchnia wydruku jest matowa i chropowata.
PETG ma również tendencję do zbyt mocnego przylegania do niektórych powierzchni roboczych, co może prowadzić do uszkodzenia zarówno stołu drukarki, jak i samego wydruku podczas jego usuwania. Jest to szczególnie problematyczne w przypadku czystego szkła lub powierzchni PEI. Aby temu zapobiec i jednocześnie zapewnić odpowiednią adhezję pierwszej warstwy, zaleca się stosowanie warstwy separującej. Najpopularniejsze i skuteczne metody to użycie kleju w sztyfcie (np. Pritt, UHU), lakieru do włosów (mocny, bez dodatków) lub specjalistycznych preparatów adhezyjnych, takich jak Dimafix czy Magigoo. Te środki tworzą barierę, która zapobiega nadmiernemu przywieraniu, jednocześnie pozwalając na stabilne trzymanie się wydruku podczas drukowania.
Wybór odpowiedniej powierzchni roboczej i środka adhezyjnego jest kluczowy:
- Szkło: Klasyczna i tania powierzchnia. Wymaga stosowania kleju w sztyfcie, lakieru do włosów lub Dimafix, aby zapewnić dobrą adhezję i ułatwić zdejmowanie wydruków.
- PEI (gładki lub teksturowany): Bardzo popularna powierzchnia, często stosowana w droższych drukarkach. Gładkie PEI może wymagać cienkiej warstwy kleju lub lakieru, podczas gdy teksturowane PEI często zapewnia wystarczającą przyczepność samoistnie, choć delikatna warstwa separatora może pomóc w przypadku PETG.
- Stalowa płyta z powłoką PEI (teksturowana lub gładka): Elastyczna i trwała. Zazwyczaj zapewnia dobrą adhezję, ale dla PETG warto rozważyć użycie cienkiej warstwy kleju lub lakieru, aby uniknąć problemów z nadmiernym przywieraniem.
Kluczowe ustawienia w slicerze: przewodnik po parametrach dla PETG
Ustawienia w slicerze to serce procesu drukowania. Dla PETG, kluczowe są przede wszystkim temperatury. Zalecany zakres dla dyszy to 220-250°C, a dla stołu roboczego 70-90°C. Wyższa temperatura dyszy zazwyczaj poprawia spójność między warstwami, co przekłada się na mocniejszy wydruk, ale może również nasilać problem nitkowania. Zawsze warto zacząć od wartości podanych przez producenta filamentu na opakowaniu, a następnie dokonywać drobnych korekt. Pamiętaj, że każda drukarka i każdy filament mogą wymagać nieco innych ustawień.
Pierwsza warstwa jest fundamentem całego wydruku, dlatego wymaga szczególnej uwagi. Powinna być drukowana wolniej niż pozostałe warstwy, często z prędkością około 20-30 mm/s. Dodatkowo, delikatne zwiększenie przepływu (flow rate) dla pierwszej warstwy, na poziomie około 105-110%, może pomóc w uzyskaniu idealnego "rozpłaszczenia" filamentu na stole, co zapobiega podwijaniu się wydruku i zapewnia jego stabilność.
PETG preferuje wolniejsze tempo pracy niż na przykład PLA. Bezpieczny zakres prędkości druku dla większości zastosowań to 40-60 mm/s. Drukowanie z prędkościami zbliżonymi do tych używanych dla PLA (często 80-100 mm/s) może prowadzić do problemów z ekstruzją, niedostatecznej adhezji między warstwami i ogólnego pogorszenia jakości wydruku. Wolniejsza prędkość pozwala na lepsze ułożenie topliwego materiału i jego odpowiednie połączenie z poprzednią warstwą.
Chłodzenie wydruku odgrywa ważną rolę w uzyskaniu dobrych nawisów i mostów, ale w przypadku PETG musi być stosowane z umiarem. Zalecany zakres mocy wentylatora to 20-50%. Zbyt intensywne chłodzenie może osłabić wiązania między warstwami, czyniąc wydruk bardziej kruchym. Z drugiej strony, całkowite wyłączenie chłodzenia, zwłaszcza podczas drukowania pierwszych warstw, jest kluczowe dla zapewnienia ich dobrej przyczepności do stołu i zapobiegania deformacjom. W miarę postępu druku, można stopniowo zwiększać moc chłodzenia, obserwując jakość nawisów.
Nitkowanie, czyli cienkie, pajęcze nici filamentu pojawiające się między różnymi częściami wydruku, to jeden z najczęstszych problemów przy druku z PETG. Kluczem do jego minimalizacji jest odpowiednia konfiguracja retrakcji, czyli cofania filamentu podczas ruchu głowicy drukującej. Rola retrakcji polega na wytworzeniu podciśnienia w dyszy, które zapobiega wyciekaniu materiału. Wartości te różnią się w zależności od typu ekstrudera:
-
Dla ekstruderów typu Direct Drive (gdzie silnik jest zamontowany bezpośrednio na głowicy):
- Długość retrakcji: 0.5 - 2 mm
- Prędkość retrakcji: 25 - 45 mm/s
-
Dla ekstruderów typu Bowden (gdzie silnik jest zamontowany na ramie drukarki, a filament jest prowadzony przez rurkę):
- Długość retrakcji: 4 - 7 mm
- Prędkość retrakcji: 30 - 50 mm/s
Najlepszym sposobem na znalezienie optymalnych ustawień jest wydrukowanie tzw. "retraction tower" specjalnego modelu testowego, który pozwala na przetestowanie różnych kombinacji długości i prędkości retrakcji.
Rozwiązywanie najczęstszych problemów w druku z PETG
Nitkowanie (stringing) to zmora wielu użytkowników PETG. Jak już wspomnieliśmy, główne przyczyny to zbyt wysoka temperatura druku, wilgotny filament oraz nieprawidłowe ustawienia retrakcji. Aby sobie z tym poradzić, należy przede wszystkim przeprowadzić dokładną kalibrację retrakcji, eksperymentując z różnymi wartościami długości i prędkości. Następnie, warto stopniowo obniżać temperaturę druku, o ile nie wpływa to negatywnie na adhezję międzywarstwową. Koniecznie upewnij się, że filament jest dobrze wysuszony to często rozwiązuje większość problemów z nitkowaniem.
Problem zbyt silnej adhezji do stołu, który może prowadzić do uszkodzeń, jest równie powszechny. Główne przyczyny to ustawienia temperatury stołu, brak odpowiedniego separatora lub brudna powierzchnia robocza. Rozwiązania są proste: sprawdź i dostosuj temperaturę stołu, celując w zakres 70-90°C. Zawsze stosuj separator klej w sztyfcie, lakier do włosów lub dedykowany preparat. Pamiętaj również o dokładnym czyszczeniu powierzchni roboczej przed każdym drukiem, najlepiej przy użyciu alkoholu izopropylowego.
Bloby i zacieki, czyli nieestetyczne grudki materiału pojawiające się na wydruku, zazwyczaj wynikają z nadmiernego przepływu filamentu lub jego wilgotności. Aby temu zaradzić, zaleca się przeprowadzenie kalibracji ekstrudera (tzw. E-steps), która zapewni, że drukarka podaje dokładnie taką ilość materiału, jaką powinna. Następnie, dostosuj ustawienie przepływu (flow rate) w slicerze, zazwyczaj do około 95-98% wartości domyślnej. Oczywiście, upewnij się również, że filament jest suchy.
Słaba spójność warstw i kruche wydruki to problemy, które mogą wynikać z kilku czynników. Najczęstsze przyczyny to zbyt niska temperatura dyszy, zbyt szybkie chłodzenie lub zbyt duża prędkość druku. Aby poprawić jakość, zwiększ temperaturę dyszy, aby zapewnić lepsze połączenie między warstwami. Zmniejsz moc chłodzenia, zwłaszcza jeśli wydruki są kruche. Wreszcie, zmniejsz prędkość druku, aby dać materiałowi czas na odpowiednie połączenie się z poprzednią warstwą.

Co po wydruku? Podstawy obróbki modeli z PETG
Po udanym wydruku, przychodzi czas na obróbkę. PETG, będąc bardziej elastycznym niż PLA, wymaga nieco innego podejścia. Podczas usuwania podpór, bądź delikatny, aby nie uszkodzić detali modelu. Dzięki swojej elastyczności, podpory z PETG często można odłamać lub wyłamać bez pozostawiania śladów. Szlifowanie wydruków z PETG jest możliwe, ale wymaga cierpliwości materiał jest bardziej miękki niż PLA i może się "rozmazywać" przy zbyt agresywnym szlifowaniu. Zaleca się używanie papierów ściernych o coraz drobniejszej gradacji, najlepiej na mokro, aby uniknąć przegrzewania.
Klejnie elementów wydrukowanych z PETG może być wyzwaniem ze względu na jego odporność chemiczną. Popularne kleje cyjanoakrylowe (Super Glue) zazwyczaj działają, ale warto zastosować je w połączeniu z aktywatorem, aby przyspieszyć wiązanie. Dobrze sprawdza się również dwuskładnikowy klej epoksydowy. Niektóre rozpuszczalniki, takie jak aceton czy dichlorek metylenu, mogą być używane do spawania PETG, ale wymagają dużej ostrożności i dobrej wentylacji, ponieważ są to substancje chemiczne.